



Das Streckblasen (oft auch als Streckblasformen sowie Spritzstreckblasen bezeichnet) ist eine Sonderform beim Blasformen in der Kunststofftechnik. Die Funktionsweise beim Streckblasen unterscheidet sich vom Extrusionsblasformens in ein paar Punkten.
Ähnlich wie bei Folien nutzt man bei diesem Verfahren den Effekt, dass sich mittels Verstrecken im Nahbereich der Kristall- bzw. Glasschmelztemperatur hohe Orientierungen in das Material einbringen lassen. Dadurch lassen sich dessen mechanische Eigenschaften wesentlich verbessern.
Anwendung Streckblasen
Der populärste Anwendungsfall für das Streckblasen sind PET-Flaschen. Die vergleichsweise kleinen PET-Rohlinge werden dabei im Spritzgieß-Verfahren produziert und anschließend auf ihr endgültiges Volumen durch Streckblasen expandiert.

Ablauf des Verfahrens Streckblasen
Sonderform beim Blasformen: Das Streckblasen
Anders als beim Extrusionsblasformen wir der Vorformling beim Streckblasen nicht nur in Umfangsrichtung verstreckt. Die Verstreckung erfolgt zusätzlich in Längsrichtung. Dies erfolgt mechanisch durch den Einsatz eines Stempels. Simultan erfolgt die Umfangsverstreckung durch die Verwendung von Blasluft. Bei diesem Verfahren treten Blasdrücke von bis zu 20 bar und mehr auf. Denn durch die niedrigen Temperaturen, bei denen dieser Prozess abläuft, werden hohe Verformkräfte benötigt.

Funktionsweise Streckblasen: Vorwärmen und verstrecken Funktionsweise
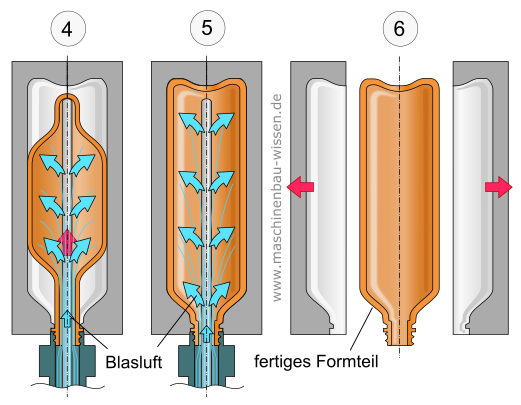
Streckblasen: Expansion mit Blasluft und entformen
Das bedeutet, dass in der Praxis häufig ein Kompromiss zwischen idealer Verstrecktemperatur und zu realisierenden Verstreckkräften gefunden werden muss. Bevorzugt werden für dieses Verfahren die Kunststoffe PET, PT und PVC eingesetzt.
Die Herstellung des Vorformlings
Als Vorformling (auch Preform) wird das Werkstück bezeichnet, das im Prozess expandiert werden soll. Häufig werden diese Vorformlinge im Spritzgießverfahren hergestellt. Im Verfahren Streckblasen werden diese Preforms aufgenommen und, wie bereits beschrieben, erwärmt, gestreckt und aufgeblasen.
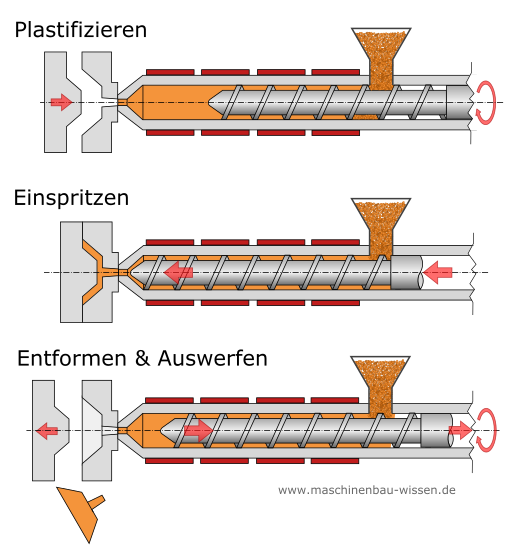
Ablauf Prozess Spritzgießen
Vorformlinge aus PVC lassen sich nur schlecht im Spritzgießverfahren herstellen. Sie werden daher meist im Extrusionsblasform-Verfahren hergestellt und dabei auf die Weiterverarbeitung auf Streckblasmaschinen vorbereitet. Demgegenüber haben spritzgegossene Vorformlinge einen wesentlichen Vorteil: Sie haben einen sehr präzise kalibrierten Hals sowie eine extrem genaue Wanddickenverteilung. Zudem treten bei spritzgegossenen Vorformlingen keine Quetschnähte auf. Sie lassen sich anhand der Angusspunktmarkierung erkennen.
 Funktionsweise Verfahren Extrusionsblasformen
Funktionsweise Verfahren Extrusionsblasformen
Streckblasen aus erster und zweiter Wärme
Das Streckblasen aus erster Wärme zeichnet sich durch den folgenden Prozessablauf aus:
- Herstellung des Vorformlings
- Konditionieren (Abkühlen auf Verstrecktemperatur)
- Verstrecken
Beim Streckblasen aus zweiter Wärme, das auf zwei getrennten Maschinen durchgeführt wird, hat folgenden Prozessablauf:
- Herstellung des Vorformlings
- Abkühlen auf Entformungstemperatur
- Aufheizen auf Verstrecktemperatur
- Verstrecken
Da nicht wieder aufgeheizt werden muss ist das Streckblasen aus erster Wärme aus energetischer Sicht günstiger. Es ist jedoch aus maschinentechnischer Sicht auch deutlich aufwendiger. Bei beiden Verfahren besteht die Schwierigkeit, den Vorformling auf eine Verstrecktemperatur zu bringen, die über die gesamte Wanddicke gleich ist. Bei Streckblas-Formlingen betragen die Wanddicken bis zu einigen Millimetern. Dies ist notwendig, da die Vorformlinge um ein Vielfaches kürzer sein müssen als das fertige Produkt. Nur so lässt sich eine Längsverstreckung erzielen.
Die Vorteile und Nachteile beim Streckblasen
Hohlkörper, die im Streckblas-Verfahren hergestellt wurden, zeichnen sich durch die biaxiale Orientierung ihrer Makromoleküle aus. Dadurch ergeben sich gravierende Eigenschaftsverbesserungen. Unter weisen diese Hohlkörper deutlich höhere Festigkeiten auf als ihre blasgeformten Pendants mit gleicher Wanddicke. Je nach Art der Anwendung können durch das Streckblasen aber auch eine verbesserte Transparenz, bessere Sperreigenschaften gegenüber diversen Medien sowie ein deutlich verbesserter Oberflächenglanz erzielt werden. Dem entsprechend wird dem Streckblasen bei Bedarf dieser Eigenschaften der Vorzug vor dem Blasformen gegeben.
Ein wesentlicher Nachteil, den das Streckblas-Verfahren mit sich bringt, ist eine Einschränkung bei der Formgebung der Hohlkörper. Im Allgemeinen lassen sich mithilfe dieses Verfahrens ausschließlich Hohlkörper herstellen, die entweder einen ovalen oder einen rotationssymmetrischen Querschnitt aufweisen.
Spritzblasen
Beim Spritzblasen handelt es sich um eine vereinfachte Variante des Streckblasens. Die Vereinfachung liegt darin, dass auf das Vorstrecken durch den Dorn verzichtet wird. Der Vorformling wird beim Spritzblasen lediglich aufgeblasen. Dadurch wird keine biaxiale Orientierung erreicht, sondern nur eine Orientierung in Umfangsrichtung erzielt.